Bespoke Designs
Project Examples









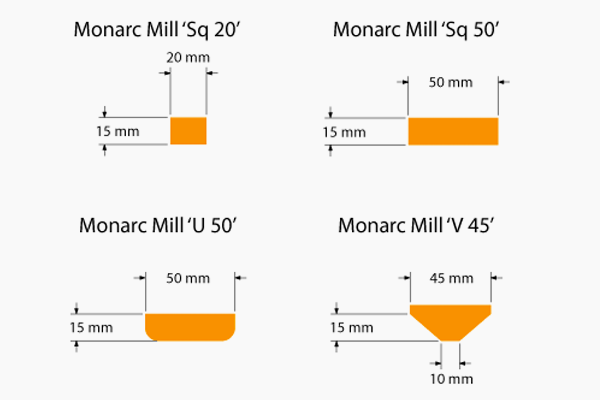
Monarc Milling tools
Maximum Milling Depth is 15mm - This has proven to provide excellent contrast through natural light reflection & shadow.
Monarc's milling wheels can process Straight lines to any angle.
(curves can only be accomplished through casting in rebates or routing to a path)
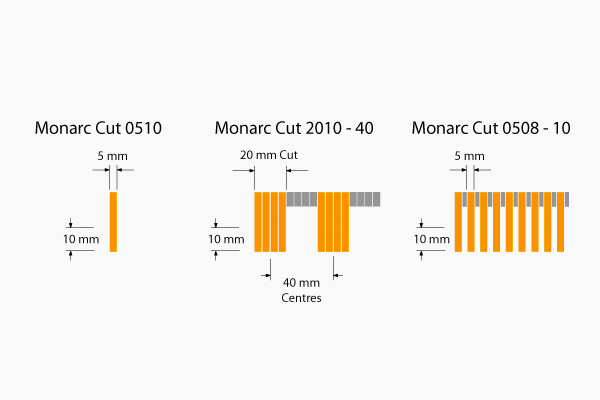
Monarc Cutting tools
- Cutting blades are 300mm +/- Diameter (NB. As the cut blade radius is 150mm, Cut formed rebates within the panel area will reflect the radiused entry and exit variable by the depth of the cut)
- 5mm +/- cutting width
- Maximum Cut depth is 15mm
- Blades me ganged together to create Thicker Cuts resulting in a ribbed cut texture within the cut rebate (maximum 30mm Ganged Cut width)
- Multiple blades may be spaced apart in a single cut pass using spacer plates, Maximum stacked tool width: 100mm wide.
- Monarc's cutting blades can process straight lines to any angle (curves can only be accomplished through casting in rebates or routing to a path). Examples of Blade configuration:
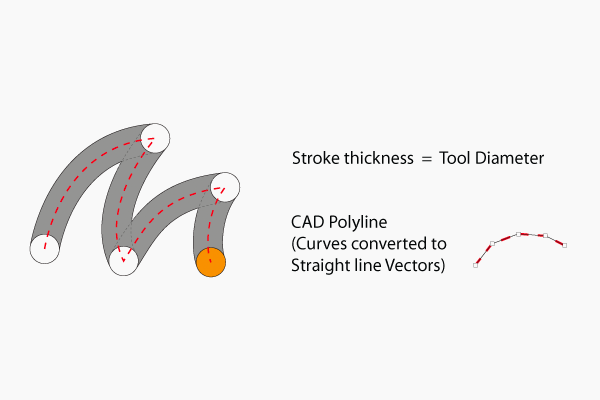
Monarc Routing tools
- Routing concrete is a slow process consisting of a spinning Diamond 'Candle' head tool'
- Tools follow a stroke centre path line generated via CAD Polyline data
- Curves are converted to straight vector paths
- Blocks of removal are processed with repeat strokes over lapped to carve out the selected area.
Note that Strokes and external corners end to the tool radius.
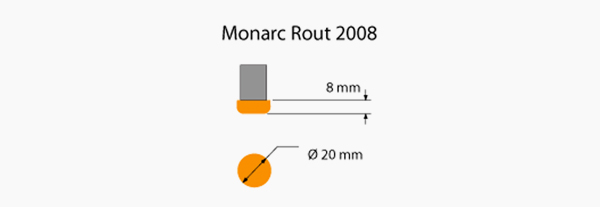
Available profiles include:
"Design is limited only to the extent of your own imagination ... "
